Postopek varjenja pod praškom je najbolj idealna izbira na pomembnih področjih uporabe cevovodov, tlačnih posod in rezervoarjev, izdelave tirov in velikih gradenj.Ima najpreprostejšo enožično obliko, dvojno žično strukturo, serijsko dvojno žično strukturo in večžično strukturo.
Postopek varjenja pod praškom lahko koristi uporabnikom pri številnih varilnih aplikacijah, od povečane produktivnosti do izboljšanih delovnih pogojev do dosledne kakovosti in več.Obrati za proizvodnjo kovin, ki razmišljajo o spremembah postopka varjenja pod praškom, bi morali pomisliti na številne prednosti, ki jih lahko pridobi s tem postopkom.
Osnovno znanje o varjenju pod praškom
Postopek varjenja pod praškom je primeren za zahteve težke industrijske uporabe cevovodov, tlačnih posod in rezervoarjev, konstrukcije lokomotiv, težke gradnje/izkopavanja.Idealno za panoge, ki zahtevajo visoko produktivnost, zlasti tiste, ki vključujejo varjenje zelo debelih materialov, ki lahko veliko pridobijo s postopkom varjenja pod praškom.
Njegova visoka stopnja nanašanja in hitrost potovanja lahko pomembno vplivata na produktivnost delavcev, učinkovitost in proizvodne stroške, kar je ena od ključnih prednosti postopka varjenja pod praškom.
Dodatne prednosti vključujejo: zvare z odlično kemično sestavo in mehanskimi lastnostmi, minimalno vidljivost obloka in nizek varilni dim, izboljšano udobje delovnega okolja ter dobro obliko zvara in linijo prstov.
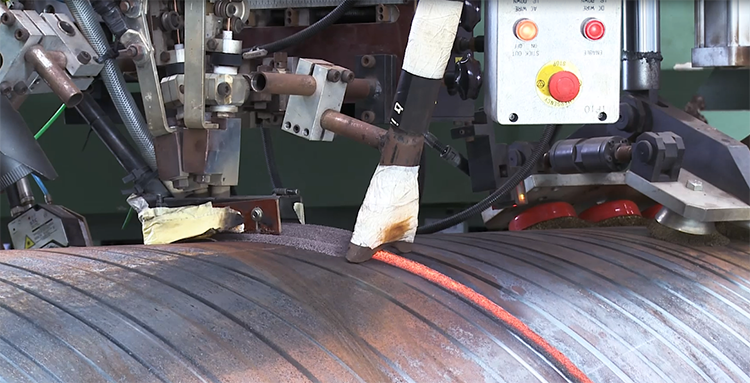
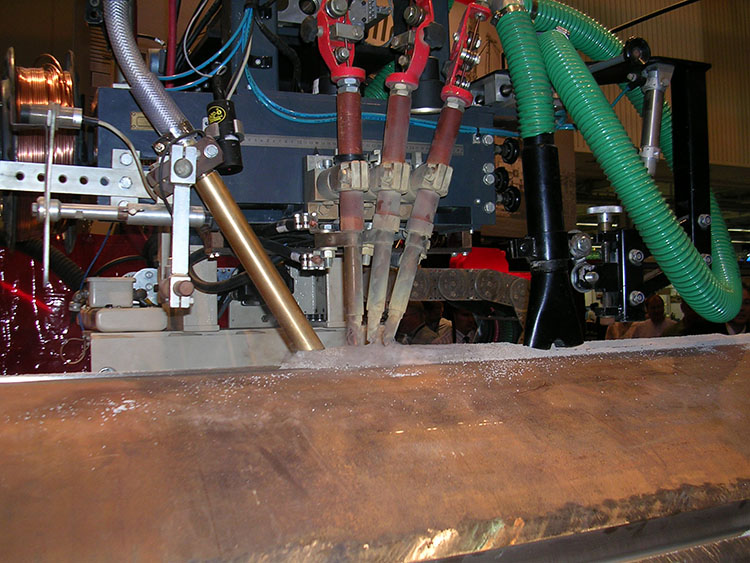
Varjenje pod praškom je mehanizem za podajanje žice, ki uporablja zrnati tok za ločevanje obloka od zraka.Kot že ime pove, je oblok zakopan v fluks, kar pomeni, da ko so parametri nastavljeni, je oblok neviden s pretokom naslednjega sloja fluksa.
Žica se nenehno napaja z gorilnikom, ki se premika vzdolž zvara.Obločno segrevanje stopi del žice, del talila in osnovni material, da se oblikuje staljeni bazen, ki se kondenzira in tvori zvar, prekrit s plastjo varilne žlindre.
Razpon debeline varilnega materiala je 1/16 "-3/4", kar je lahko 100-odstotno prebojno varjenje z enojnim varjenjem, če debelina stene ni omejena, je lahko varjenje z več prehodi in izvedite ustrezno izbiro zvara pred obdelavo in izbiro ustrezne kombinacije žičnih fluksov.
Izbira fluksa in žice
Izbira pravega fluksa in žice za določen postopek obločnega varjenja pod praškom je ključnega pomena za doseganje najboljših rezultatov s tem postopkom.Čeprav je sam postopek varjenja pod praškom učinkovit, je produktivnost in učinkovitost mogoče povečati tudi na podlagi uporabljene žice in talila.
Talilo ne ščiti le zvarnega bazena, temveč tudi prispeva k izboljšanju mehanskih lastnosti in produktivnosti vara.Formulacija fluksa ima velik vpliv na te dejavnike, ki vplivajo na tokovno nosilnost in sproščanje žlindre.Tokovna nosilnost pomeni, da je mogoče doseči najvišjo možno učinkovitost nanašanja in visokokakovosten profil zvara.
Sproščanje žlindre določenega talila vpliva na izbiro talila, ker so nekateri talili bolj primerni za nekatere varilne izvedbe kot drugi.
Možnosti izbire talila za varjenje pod praškom vključujejo aktivno in nevtralno vrsto varjenja.Osnovna razlika je v tem, da aktivni tok spremeni kemijo zvara, nevtralni tok pa ne.
Za aktivni tok je značilna vključitev silicija in mangana.Ti elementi pomagajo ohranjati natezno trdnost zvara pri visokem vnosu toplote, pomagajo, da zvar ostane gladek pri visokih hitrostih premikanja in zagotavlja dobro odvajanje žlindre.
Na splošno lahko aktivni fluks pomaga zmanjšati tveganje slabe kakovosti varjenja, pa tudi drago čiščenje in predelavo po varjenju.
Ne pozabite pa, da je aktivni tok običajno najboljši za varjenje z enim ali dvojnim prehodom.Nevtralni fluksi so boljši za velike zvare z več prehodi, ker pomagajo preprečiti nastanek krhkih zvarov, občutljivih na razpoke.
Obstaja veliko možnosti žic za varjenje pod praškom, vsaka s prednostmi in slabostmi.Nekatere žice so oblikovane za varjenje pri večjih vnosih toplote, druge pa so posebej zasnovane tako, da vsebujejo zlitine, ki pomagajo talilu očistiti zvar.

Upoštevajte, da lahko kemijske lastnosti žice in interakcija vnosa toplote vplivajo na mehanske lastnosti zvara.Produktivnost je mogoče močno izboljšati tudi z izbiro kovine za polnjenje.
Na primer, uporaba žice s kovinskim jedrom s postopkom varjenja pod praškom lahko poveča učinkovitost nanašanja za 15 do 30 odstotkov v primerjavi z uporabo polne žice, hkrati pa zagotavlja širši in plitvejši profil preboja.
Zaradi svoje visoke hitrosti potovanja žica s kovinskim jedrom prav tako zmanjša vnos toplote, da zmanjša tveganje za popačenje pri varjenju in izgorevanje.Če ste v dvomih, se posvetujte s proizvajalcem polnilne kovine, da ugotovite, katere kombinacije žice in talila so najboljše za določeno uporabo.
Čas objave: 27. junija 2023